2015 ASME استاندارد ترک یاب مغناطیسی
ARTICLE 7
MAGNETIC PARTICLE EXAMINATION
T-710 SCOPE
When specified by the referencing Code Section, the
magnetic particle examination techniques described in
this Article shall be used. In general, this Article is in conformance
with SE-709, Standard Guide for Magnetic Particle
Examination. This document provides details to be
considered in the procedures used.
When this Article is specified by a referencing Code
Section, the magnetic particle method described in this
Article shall be used together with Article 1, General Requirements.
Definition of terms used in this Article are
in Article 1, Mandatory Appendix I, I-121.4, MT — Magnetic
Particle.
T-720 GENERAL
The magnetic particle examination method is applied to
detect cracks and other discontinuities on the surfaces of
ferromagnetic materials. The sensitivity is greatest for
surface discontinuities and diminishes rapidly with increasing
depth of discontinuities below the surface. Typical
types of discontinuities that can be detected by this
method are cracks, laps, seams, cold shuts, and
laminations.
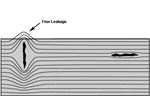
In principle, this method involves magnetizing an area
to be examined, and applying ferromagnetic particles (the
examination’s medium) to the surface. Particle patterns
form on the surface where the magnetic field is forced
out of the part and over discontinuities to cause a leakage
field that attracts the particles. Particle patterns are
usually characteristic of the type of discontinuity that is
detected.
Whichever technique is used to produce the magnetic
flux in the part, maximum sensitivity will be to linear discontinuities
oriented perpendicular to the lines of flux.
For optimum effectiveness in detecting all types of discontinuities,
each area is to be examined at least twice,
with the lines of flux during one examination being approximately
perpendicular to the lines of flux during the
other.
T-721 WRITTEN PROCEDURE REQUIREMENTS
T-721.1 Requirements. Magnetic particle examination
shall be performed in accordance with a written procedure,
which shall, as a minimum, contain the
requirements listed in Table T-721. The written procedure
shall establish a single value, or range of values,
for each requirement.
T-721.2 Procedure Qualification. When procedure
qualification is specified by the referencing Code Section,
a change of a requirement in Table T-721 identified as an
essential variable shall require requalification of the written
procedure by demonstration. A change of a requirement
identified as a nonessential variable does not
require requalification of the written procedure. All
changes of essential or nonessential variables from those
specified within the written procedure shall require revision
of, or an addendum to, the written procedure.
T-730 EQUIPMENT
A suitable and appropriate means for producing the
necessary magnetic flux in the part shall be employed,
using one or more of the techniques listed in and described
in T-750.
T-731 EXAMINATION MEDIUM
The finely divided ferromagnetic particles used for the
examination shall meet the following requirements.
(a) Particle Types. The particles shall be treated to impart
color (fluorescent pigments, nonfluorescent pigments,
or both) in order to make them highly visible
(contrasting) against the background of the surface being
examined.
(b) Particles. Dry and wet particles and suspension vehicles
should be in accordance with SE-709.
(c) Temperature Limitations. Particles shall be used
within the temperature range limitations set by the manufacturer
of the particles. Alternatively, particles may be
used outside the particle manufacturer’s recommendations
providing the procedure is qualified in accordance
with Article 1, T-150 at the proposed temperature.
T-740 MISCELLANEOUS REQUIREMENTS
T-741 SURFACE CONDITIONING
T-741.1 Preparation.
(a) Satisfactory results are usually obtained when the
surfaces are in the as-welded, as-rolled, as-cast, or asforged
conditions. However, surface preparation by
grinding or machining may be necessary where surface irregularities
could mask indications due to discontinuities
Table T-721
Requirements of a Magnetic Particle Examination Procedure
Requirement Essential Variable
Nonessential
Variable
Magnetizing technique X . . .
Magnetizing current type or amperage outside range specified by this Article or as previously
qualified
X . . .
Surface preparation X . . .
Magnetic particles (fluorescent/visible, color, particle size, wet/dry) X . . .
Method of particle application X . . .
Method of excess particle removal X . . .
Minimum light intensity X . . .
Existing coatings, greater than the thickness demonstrated X . . .
Nonmagnetic surface contrast enhancement, when utilized X . . .
Performance demonstration, when required X . . .
Examination part surface temperature outside of the temperature range recommended by the
manufacturer of the particles or as previously qualified
X . . .
Shape or size of the examination object . . . X
Equipment of the same type . . . X
Temperature (within those specified by manufacturer or as previously qualified) . . . X
Demagnetizing technique . . . X
Post-examination cleaning technique . . . X
Personnel qualification requirements . . . X
(b) Prior to magnetic particle examination, the surface
to be examined and all adjacent areas within at least
1 in. (25 mm) shall be dry and free of all dirt, grease, lint,
scale, welding flux and spatter, oil, or other extraneous
matter that could interfere with the examination.
(c) Cleaning may be accomplished using detergents, organic
solvents, descaling solutions, paint removers, vapor
degreasing, sand or grit blasting, or ultrasonic cleaning
methods.
(d) If nonmagnetic coatings are left on the part in the
area being examined, it shall be demonstrated that indications
can be detected through the existing maximum coating
thickness applied. When AC yoke technique is used,
the demonstration shall be in accordance with Mandatory
Appendix I of this Article.
T-741.2 Nonmagnetic Surface Contrast Enhancement.
Nonmagnetic surface contrasts may be applied by
the examiner to uncoated surfaces, only in amounts sufficient
to enhance particle contrast. When nonmagnetic
surface contrast enhancement is used, it shall be demonstrated
that indications can be detected through the enhancement
. Thickne s s measurement o f t h i s
nonmagnetic surface contrast enhancement is not
required.
NOTE: Refer to T-150(a) for guidance for the demonstration required
in T-741.1(d) and T-741.2.
T-750 TECHNIQUE
T-751 TECHNIQUES
One or more of the following five magnetization techniques
shall be used:
(a) prod technique
(b) longitudinal magnetization technique
(c) circular magnetization technique
(d) yoke techniquek.





