







آزمایش آلتراسونیک (فرا صوتی) Ultrasonic Testing
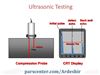
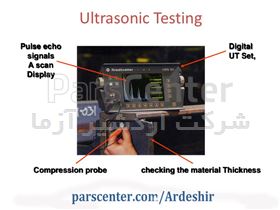
آزمون فراصوت (Ultrasonic Testing (UT : یکی از روشهای آزمونهای غیرمخرب است . که درآن امواج صوتی با فرکانس بالا(درحدMHZ)به درون مواد تحت بازرسی،برای یافتن عیوب داخلی وبررسی خواص مواد ارسال میشود.امواج صوتی، بامقداری اتلاف انرژی ناشی ازمیرایی، دردرون مواد حرکت کرده درمرزهای مشترک (Interfaces) بازتاب می یابند،
اطلاعات تامین کننده
شرکت اردشیر آزما
اصفهان، فولاد شهرتولید کننده، خدمات
فنی و مهندسی، بازرسی فنی ، بازرسی جوش، NDT، آموزش، نظارت وبازرسی، مشاوره، تولید
مشاهده سایت فروشندهخرید از تامین کنندگان برتر پارس سنتر!

تامین کنندگان برتر پارس سنتر سرعت پاسخگویی بالاتر و محصولات بروز تری نسبت به سایر تامین کنندگان دارند.

مشخصات
- آزمایش آلتراسونیک
- فراصوتی
توضیحات خدمت
آزمون فراصوت (Ultrasonic Testing (UT : یکی از روشهای آزمونهای غیرمخرب است . که درآن امواج صوتی با فرکانس بالا(درحدMHZ)به درون مواد تحت بازرسی،برای یافتن عیوب داخلی وبررسی خواص مواد ارسال میشود. امواج صوتی، بامقداری اتلاف انرژی ناشی ازمیرایی، دردرون مواد حرکت کرده درمرزهای مشترک(Interfaces) بازتاب می یابند، دربیشترکاربردها،پرتوبازتاب شده آشکارسازی (Detect) گردیده، برای تشخیص وجود، مکان وارزیابی کمی عیوب، موردتجزیه و تحلیل قرارمی گیرد. میزان بازتاب امواج عمدتاً ازوضعیت فیزیکی وخواص فیزیکی ماده آنسوی مرز مشترک تبعیت می کند. امواج صوتی تقریباً بطور کامل درمرز مشترک فلز- گاز(هوا) بازتاب میشوند، بازتاب نیمه کامل درسطح مشترک فلز- مایع یا فلز- جامد بوقوع می پیوندد. انرژی باز تاب شده اساساً تابع خواص مشخصی از ماده است.
عیوبی مانند ترک ها، حفرات ناشی از انقباض،ذوب ناکافی،پوکی وپیوند ناکافی که مانند مرز مشترک فلز- گاز عمل می کنند، توسط این روش به آسانی قابل تشخیص می باشند. اختلاط سرباره وسایرناهمگونی ها را می توان از طریق بازتاب نیمه کامل وپراکندگی امواج آلتراسونیک تشخیص داد. این روش NDT که درمقیاس وسیعی مورداستفاده قرار می گیرد، دارای کاربردهای فراوانی است،
مزیت های اساسی بازرسی آلتراسونیک نسبت به سایر روش های NDT عبارتند از:
1- توانایی نفوذ بسیار بالا که بازرسی قطعاتی با ضخامت 5 متر رامقدور می سازد.
2- حساسیت بالا که یافتن عیوب فوق العاده ریز را مقدور می سازد.
3- دقت بالا دریافتن مکان عیوب داخلی، تخمین اندازه، جهت، شکل ونوع عیوب.
4- لزوم دسترسی فقط به یک سطح قطعه یا جوش.
5- مناسب بودن برای اتوماسیون، وارسی (Scanning) سریع، نظارت برخط تولید، کنترل فرآیندها وامکان ثبت دائمی نتایج.
6- توانایی وارسی حجمی اشیاء، قطعات جوشکاری شده ، سازه ها وغیره.
7- قابلیت حمل، یکی ازمزایای دستگاههای فراصوت اینست که بسیارکوچک و جمع وجور می باشد وبا برق شهر یا باطری کار می کندو نسبتا ارزان می باشد.
بازرسی آلتراسونیک برای کنترل کیفیت وبازرسی مواد، دربسیاری ازصنایع مورداستفاده قرار می گیرد. بازرسی آلتراسونیک درحین کار، برای تعمیرونگهداری پیشگیرانه،به منظور یافتن شکستهای قریب الوقوع چرخ قطار،محورها،غلتکهای دستگاه نورد،دستگاههای حرکت روی زمین، دستگاههای معدن،خطوط لوله جوشکاری شده درصنایع شیمیائی وهسته ای دیگ های بخار، مخازن تحت فشار، جوش نازل ها وغیره، مورداستفاده قرار می گیرد، نمایندگی های دولتی وسازمانهای تهیه کننده استانداردها (به عنوان مثال: ASME , ASTM , BS و غیره ) اقدام به نشر روشهای بازرسی، استانداردهای قبولی ومدارک مرتبط نموده اند این مدارک عمدتاً به یافتن عیوب درکالاهای مشخص تولیدی می پردازد، امّا می توان آنها را بعنوان یک مبنا برای تشخیص عیوب دربسیاری از زمینه های دیگر به کاربرد.
اندازه گیری ضخامت توسط روش آلتراسونیک می تواند در تجهیزات حرارتی وشیمیایی، بدنه زیر دریایی، بخشهای مختلف هواپیما ومخازن تحت فشار(Pressure Vessels) انجام گیرد، این روش، روشی بسیار مناسب برای تشخیص کاهش ضخامت ناشی از خوردگی داخلی، درسیستم های بسته نظیر تجهیزات فرآیندهای شیمیایی می باشد. برای کاربرد موفقیت آمیز بازرسی آلتراسونیک، سیستم بازرسی باید برای نوع بازرسی مورد نظر، مناسب باشد واپراتور باید به اندازه کافی کارآموزی کرده ودارای تجربه باشد. چنانچه هرکدام از این پیش نیازها برآورده نشود، احتمال بروز خطاهای عمده درنتایج بازرسی، وجود خواهد داشت.
سایر محصولات و خدمات شرکت
-
![بازرسی فنی جوش، آموزش کار با تجهیزات NDT ،]() بازرسی فنی جوش، آموزش کار با تجهیزات NDT ،
بازرسی فنی جوش، آموزش کار با تجهیزات NDT ،خدمات بازرسی فنی
-
![آزمونهای غیر مخرب ( Non Destructive Testing) :]() آزمونهای غیر مخرب ( Non Destructive Testing) :
آزمونهای غیر مخرب ( Non Destructive Testing) :خدمات بازرسی فنی
-
![کاربرد مخازن ذخیره]() کاربرد مخازن ذخیره
کاربرد مخازن ذخیرهخدمات بازرسی فنی
-
![بازرسی فنی (جوش وNDT)]() بازرسی فنی (جوش وNDT)
بازرسی فنی (جوش وNDT)خدمات بازرسی فنی
-
![بازرسی با مایعات نافذ Liquid Penetrant Test - PT]() بازرسی با مایعات نافذ Liquid Penetrant Test - PT
بازرسی با مایعات نافذ Liquid Penetrant Test - PTخدمات بازرسی فنی








